Hướng dẫn sử dụng phần mềm cura cho máy in 3D
Cura là phần mềm cắt lớp và xuất Gcode cho máy in 3D mã nguồn mở. Nó được tạo ra bởi David Braam ở công ty Ultimaker.
Bạn có thể tải phần mềm tại trang chủ của Ultimaker: https://ultimaker.com/software/ultimaker-cura
 Khuyên bạn nên tải phiên bản mới nhất trừ các bản Beta. Vì bản mới nhất đã được sửa chửa khắc phục một số lỗi của bản cũ.
Khuyên bạn nên tải phiên bản mới nhất trừ các bản Beta. Vì bản mới nhất đã được sửa chửa khắc phục một số lỗi của bản cũ.
Chọn Download for free để tải bản mới nhất về hoặc Find previous versions để chọn các bản cũ hơn.
Tải xong thì bạn nhấn cài đặt, Next cho tới bước sau.
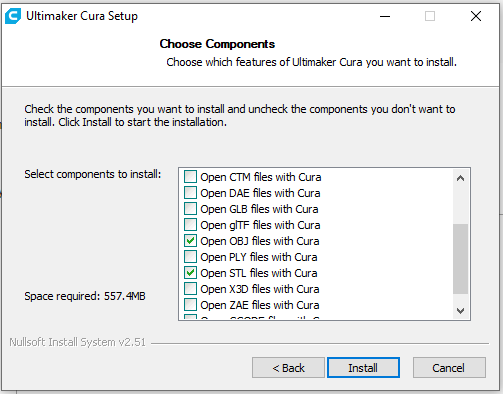
Ở đay mình chọn OBJ và STL vì mình hay dùng 2 định dạng file này. Bạn cần thêm định dạng nào thì chọn vào rồi nhấn Install.
Cài đặt xong mở phần mềm thì mình có giao diện như sau:
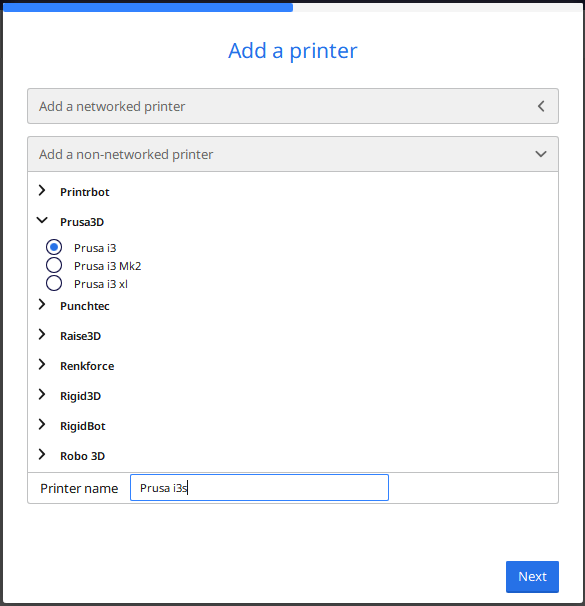
Chọn vào Prusa3d ► Prusa I3 ( Các máy in3D phổ biến hiện nay đều giống với dạng máy in của Prusa, nếu bạn dùng máy khác thì chọn đúng với máy của mình)
Phần chọn này cũng không quan trọng lắm vì chất lượng in chủ yếu phụ thuộc vào thông số mà mình cài đặt cho máy khi in nhiều hơn và cơ khí của máy.
Xong thì nhấn Next.
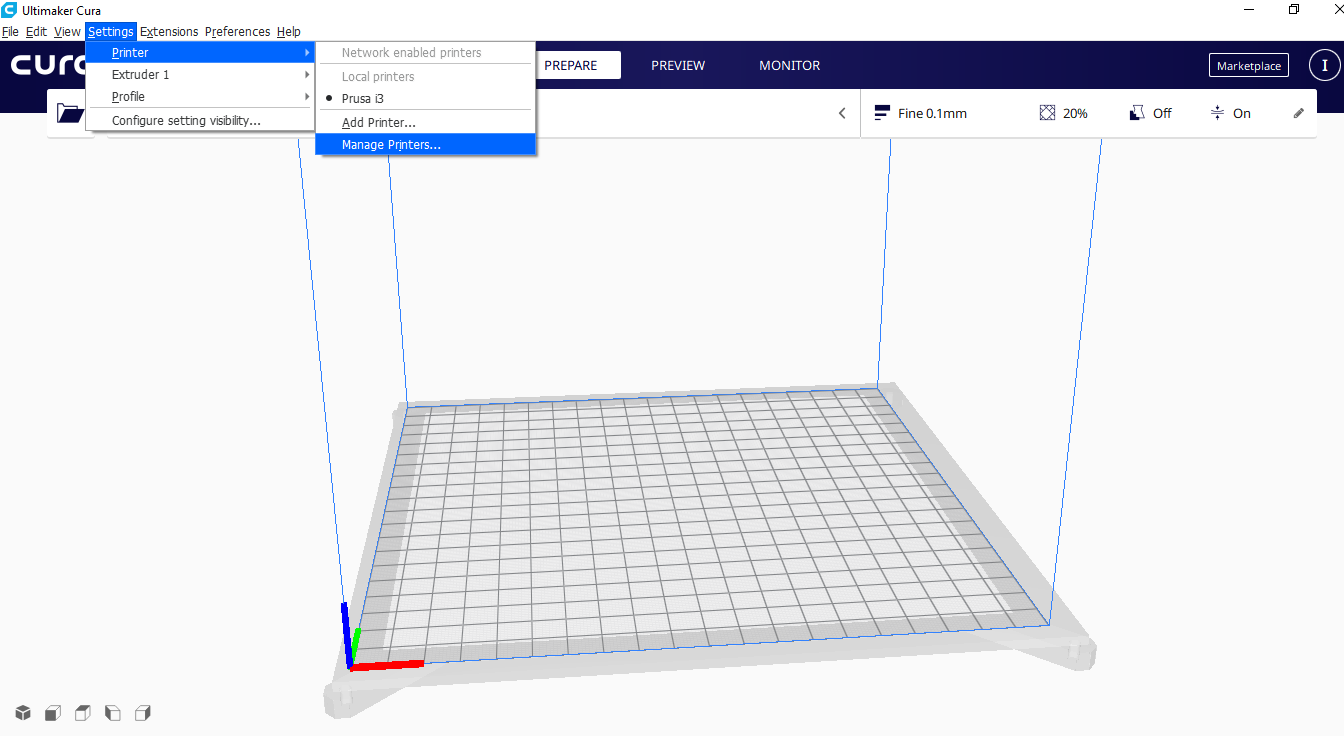
Để cài các thông số cho máy in chọn vào: Settings ► Printer ► Manage Printers...
Sẽ ra giao diện như sau:
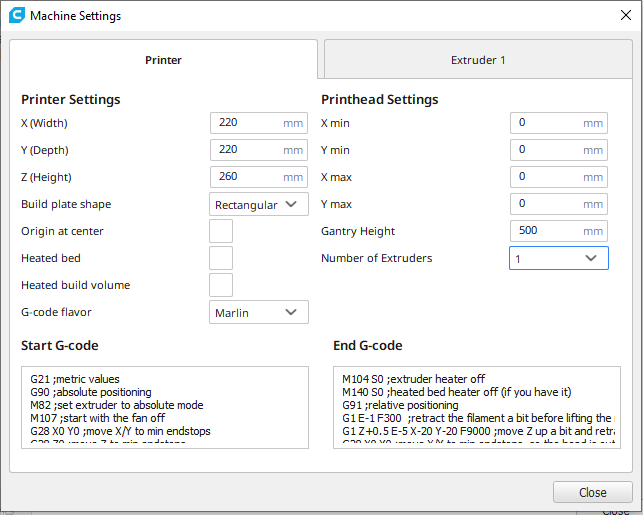
♦ X Y Z là kích thước lớn nhất mà máy in được hay là kích thước hoạt động của máy.
♦ Xmin Xmax Ymin Xmax là khoản cách an toàn tính từ biên của bàn in ( Mình để 0 hết vì muốn kích thước in đúng bằng kích thước bàn).
♦ Build plate shape là hình dán bàn in (Với máy thường là hình chữ nhật với máy delta thì hình tròn).
♦ Chọn Origin at centter nếu muốn gốc tạo độ tại tâm bàn in.
♦ Chọn Heated bed nếu bạn có sử dụng bàn nhiệt cho máy in.
♦ G-code flavor là chọn firmware mà bạn dùng cho máy in (Mình dùng marlin nên chọn nó).
♦ Gantry Height là khoản cách từ đầu in tới bánh răng của bộ đùn nhựa (Nhiều bạn khi cài thông số hay bỏ qua cái này nhưng nó giúp giảm thiếu nhựa khi in rất nhiều đặc biệt với các máy dùng đùn xa).
♦ Number of Extruder là số đầu in mà bạn dùng.
Bạn chọn qua Tab Extruder 1 để cài các thông số của đầu in.
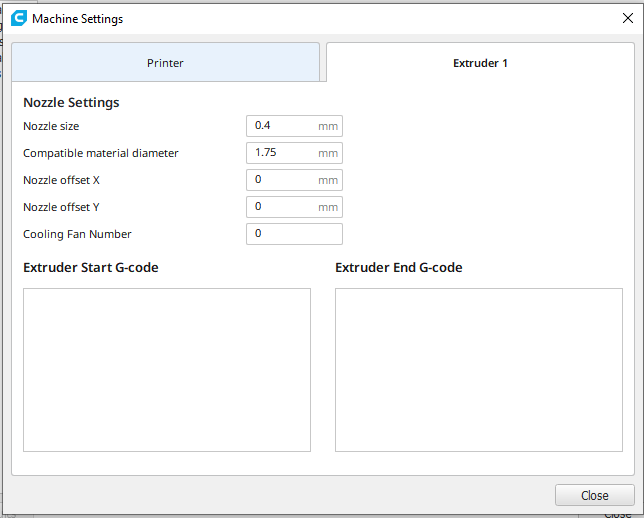
Ở đay bạn chú ý tới 2 thông số là:
♦ Nozzle Size là kích thước mũi in của máy.
♦ Compatible material diameter là đường kính sợi nhựa dùng để in.
Extruder Start Gcode và Extruder End Gcode là 2 đoạn Gcode mà bạn muốn chèn vào lúc bắt đầu và kết thúc khi dùng Extruder 1 (Thường dùng cho máy in dùng nhiều đầu in).
Bạn nhấn Close để lưu cài đặt.
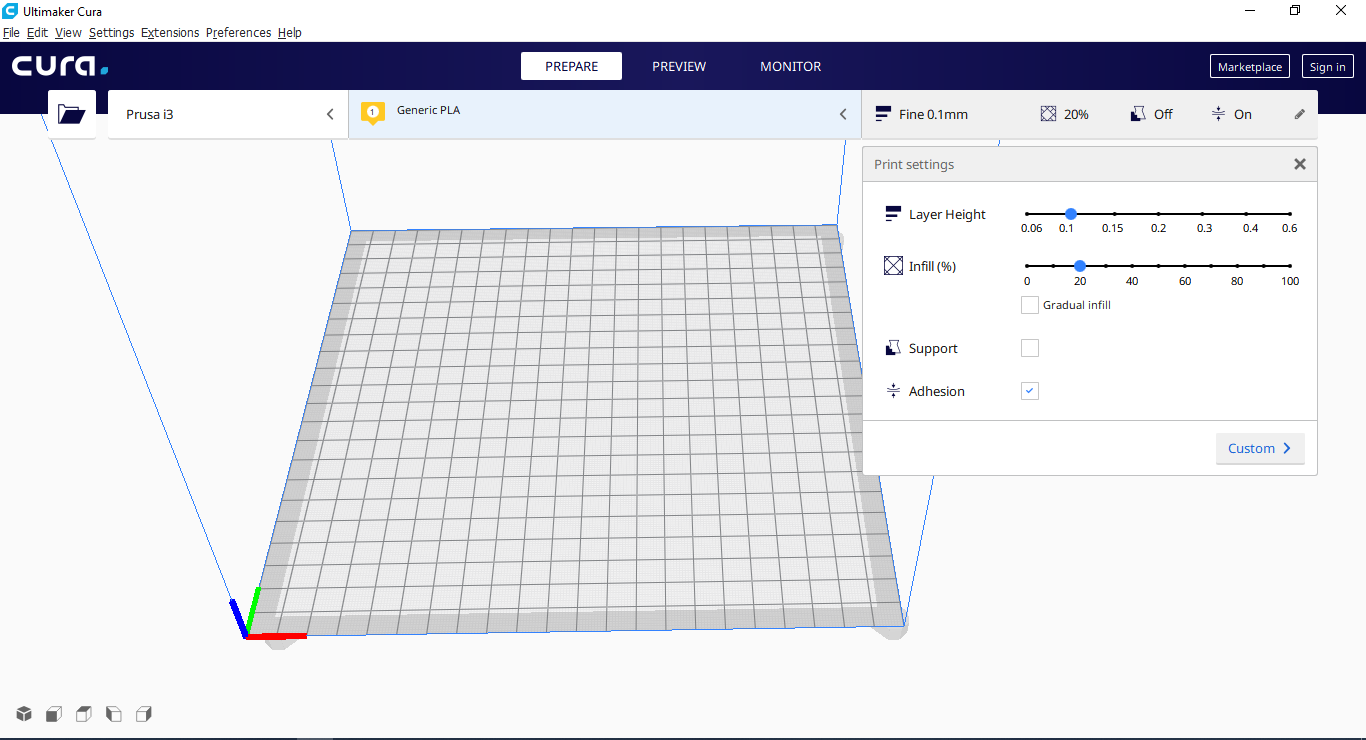
Bên phải của giao diện chính sẽ có bản chọn như hình:
♦ Layer height là độ dày lớn mỗi lần in (độ dày càng mỏng thì chi tiết in ra sẽ càng đẹp mà mịn).
♦ Infill là độ đặc của chi tiết (đối với các chi tiết in cần độ cứng thì phải tăng độ đặc lên).
Để sử đổi một vài các thông số khác thì bạn nhấn vào nút Custom.
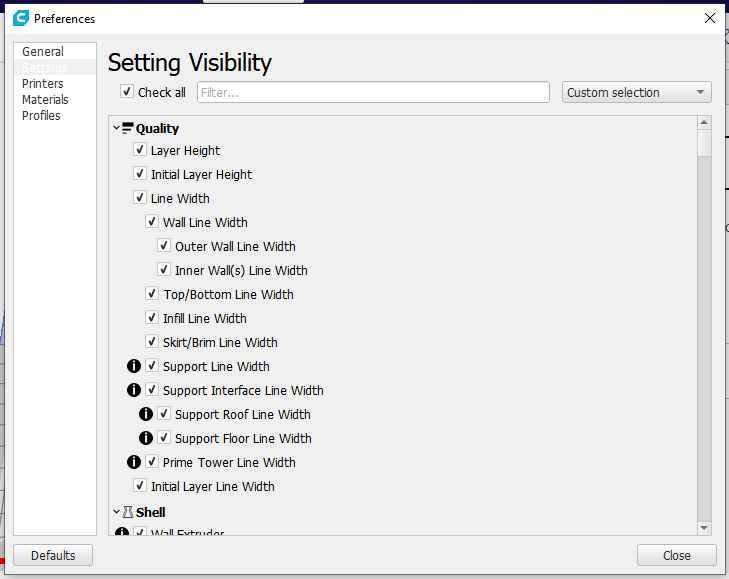
Đó là các thông số cơ bản nhất khi in, để hiển thị ra các thông số khác bạn chọn vào Settings ► Configure Setting visibility.
Và chọn vào Check all trên giao diện hiện ra. Và Close.
Trong bản Print Setting:
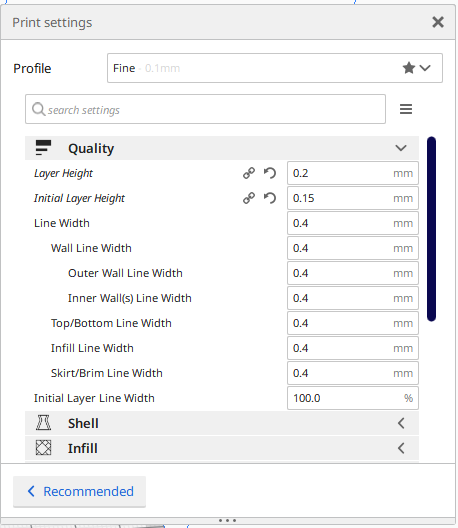
Trong tab Quality ta chú ý tới 2 thông số chính:
♦ Layer Height: là độ cao mỗi lớp in.
♦ Initial Layer Height: là độ cao lớp in đầu tiên ( Thông số này thường quyết định nhựa có bám bàn tốt không và lớp đầu tiên in có mịn hay không).
Các thông số còn lại như Line Width là độ rộng của một đường nhựa in ra, thường bằng kích thước mũi in (Nếu muốn nhựa in ra dày hơn hay thưa hơn thì có thể tăng giảm nó).
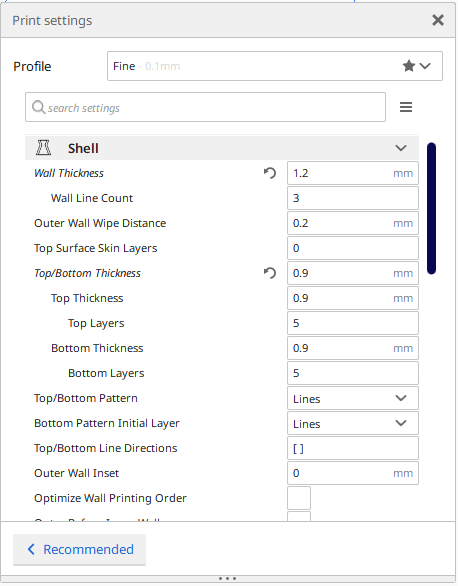
Trong Tab Shell ta chú ý tới là:
♦ Wall Thickness: Độ dày thành của chi tiết in ra (Mũi in mình 0.4 mình cài đặt là 1,2 thì thành in ra là 3 lớp nhựa - Có thể cài đặt trực tiếp số lớp ở Wall line count).
♦ Top/ Bottom Thickness: Độ dày của lớp trên cùng và lớp dưới cùng chi tiết ( Layer Height trên mình để 0.2 và mình cài đặt mà 0.8 thì số lớp in là 4 lớp - Có thể cài đặt trực tiếp ở Top Layer hoặc Bottom Layer).
Và một thông số đáng chú ý nữa là Enable Ironing khi chọn chế độ này thì máy in sẽ chạy đi lại lớp trên cùng khoản rất nhỏ để làm mịn bề mặt phía trên, dành cho các chi tiết cần phẵng cả 2 mặt. Các bạn có thể tự tìm hiểu thêm các cái còn lại nhưng thường rất ít khi dùng.
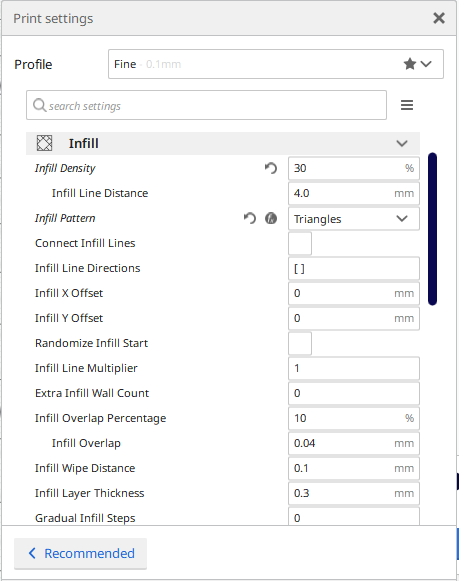
Infill là phần bên trong chi tiết sau khi in ra trừ thành chi tiết (shell) và lớp trên dưới (top bottom layer). Trong tab infill ta chú ý các thông số sau:
♦ Infill Density như là thông số về độ đặc của vật thể, càng cao thì chi tiết in ra càng đặc nhưng thời gian in rất lâu, bù lại độ cứng của chi tiết cao.
♦ Infill Pattern là dạng lưới bên trong chi tiết hay là hình dạng của infill (muốn độ cứng cao thì để Triangles, muốn thời gian in nhanh thì để Lines).
♦ Infill Line Directions là hướng của các infill
Và các thông số ít dùng khác các bạn có thể tìm hiểu thêm.
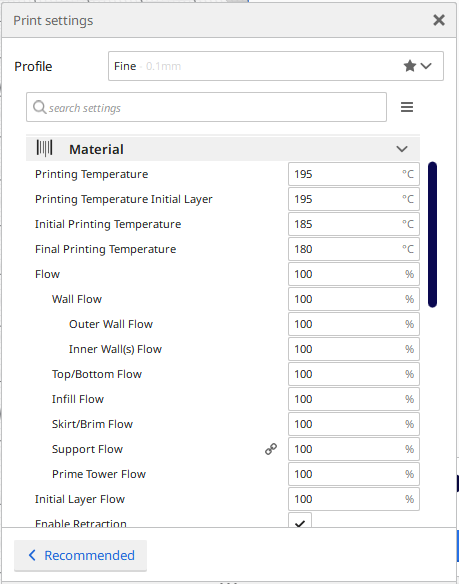
Tab Material là chỉnh các thông số liên quan tới nhựa in:
♦ Printing Temperature là nhiệt độ in (với nhựa PLA thường 195 và với nhựa ABS thường 240).
♦ Flow là lượng nhựa in đùn ra khi in (nếu bạn muốn lượng nhựa đùn ra nhiều hơn hay ít hơn tại vị trí nào thì tăng lên).
♦ Nếu chọn vào Enable Retaction thì đồng ý rụt nhựa in lại khi chuyển tiếp giữa các vùng in khác nhau hay chuyển giữa vùng in với in support.
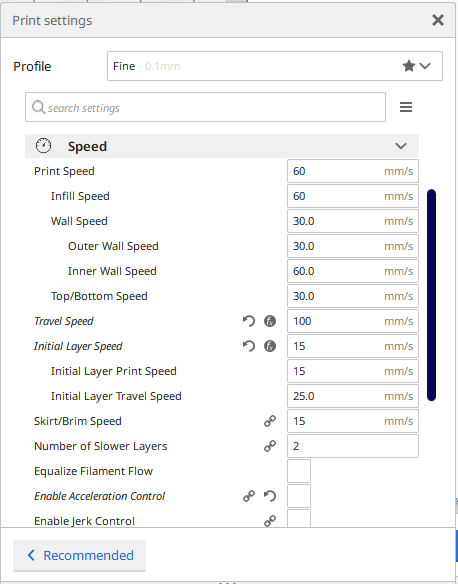
Tab Speed chỉnh tốc độ hoạt động của máy in:
♦ Print Speed tốc độ in (tốc độ càng cao thì in càng nhanh, nhưng cơ khí máy phải đủ vững nếu không rất dễ trật bước hoặc chi tiết in ra xấu không mịn)
♦ Infill speed tốc độ in của infill.
♦ Wall speed tốc độ in của thành vật thể.
♦ Travel speed tốc độ di chuyển không của đầu in.
♦ Initial Layer speed tốc độ in của lớp đầu tiên (tốc độ chậm nhựa in dễ dính bàn hơn).
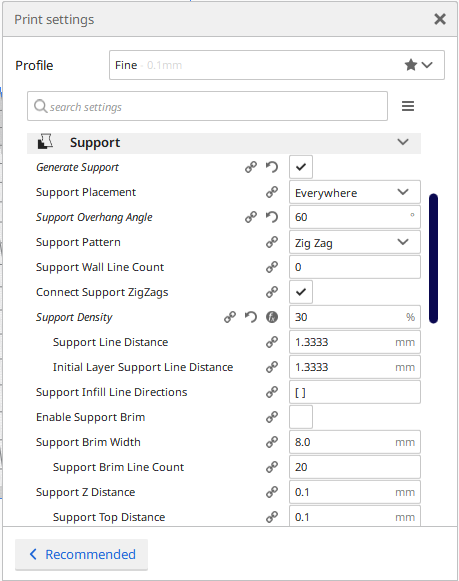
Bạn chọn vào Generate Support để bật chức năng tự tạo support của Cura.
♦ Support Placement là vùng được tạo support: Nếu để Everywhere thì tất cả các vùng của chi tiết có góc lớn hơn Support Overhang Angle sẽ được tạo support. Nếu để Touching Buildplate thì các vùng phía ngoài của vật thể có góc lớn hơn Support Overhang Angle mới được tạo support.
♦ Support Pattern là hình dạng của support tương tự như của infill.
♦ Support Density là độc đặc của support cũng tương tự như của infill.
Để dễ gỡ support ra khỏi chi tiết sau khi in các bạn nên tăng thông số Support X/Y Distance lên vì nếu để support tạo ra gần chi tiết quá sẽ bị dính với chi tiết in nên khó gỡ ra.
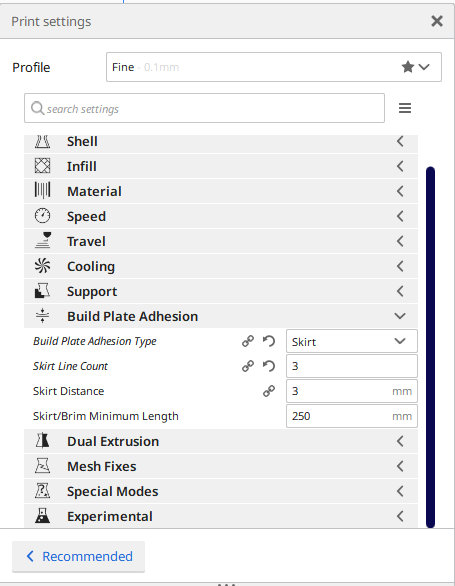
Đối với thông số Build Plate Adhesion sẽ giúp tăng diện tích bám với bàn in của các chi tiết nhỏ và giảm thiếu nhựa khi bắt đầu in.
Để tăng diện tích bám với bàn in của chi tiết thì các bạn chọn Brim, muốn chỉ giảm thiếu nhựa khi bắt đầu in thì chọn Skirt như hình.
Xong các bạn chỉ cần mở file cần in vào và tuỳ chỉnh các thông số như mong muốn, nhấn Slice để phần mềm cắt lớp và biên dịch ra Gcode. Nhấn lưu file và copy vào thẻ nhớ để in. Nếu máy tính đang cắm sẵn thẻ nhớ thì phần mềm sẽ tự nhận dạng và lưu vào đó.
Để xem phần mềm sau khi cắt lớp và cách di chuyển in của máy như thế nào thì các bạn chọn qua Tab PREVIEW trên giao diện chính.
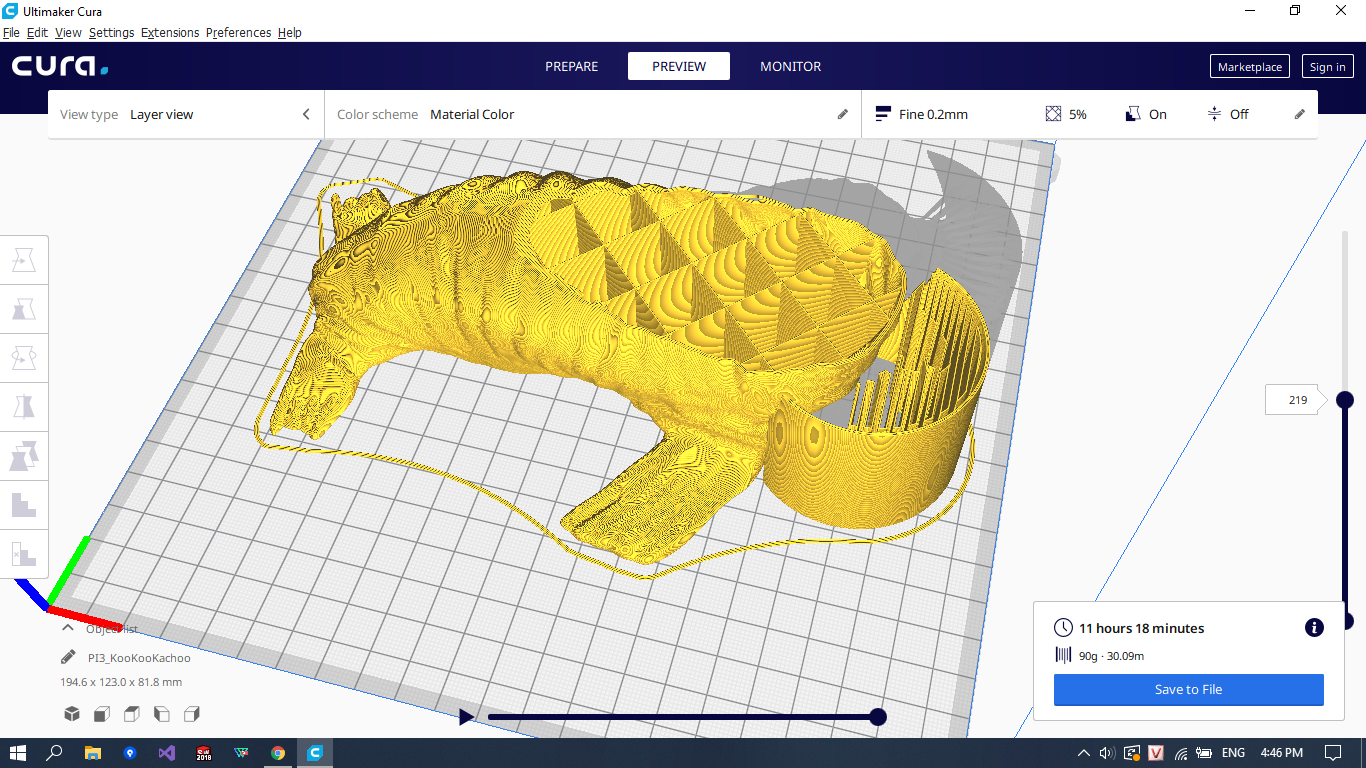
Kéo thanh bên phải để xem từng lớp in hoặc nhấn nút Play thanh phía dưới để xem cách di chuyển của đầu in.
Hướng dẫn cân bàn máy in 3D
*** Chú ý vào chỗ Machine -> Machine setting bỏ dẫu tick chỗ Heated bed như hình bên dưới
Xem hướng dẫn sử dụng máy in 3D tại đây http://www.3ddanang.net/in-3d/19-huong-dan-su-dung-may-in-3d---3d-da-nang.html
Xem thông tin chi tiết của máy in trong video tại đây
tin tức khác
- Công nghệ in 3D là gì - 3D printer (14-03-2016)
- So sánh công nghệ in 3D FDM và SLA (12-11-2016)
- Giới thiệu dòng máy in chất lượng cao MAKERBOT NEW 01 (12-12-2016)
- Dịch Vụ in 3D giá rẻ chất lượng tại Đà Nẵng, Huế, Quảng Nam,.. (26-03-2017)
- Hướng dẫn làm máy in 3D tất tần tật từ A-Z (01-04-2017)
- Bảng giá dịch vụ in 3D giá rẻ (13-06-2017)
- Hướng dẫn sử dụng máy in 3D - 3D Đà Nẵng (28-07-2017)
